
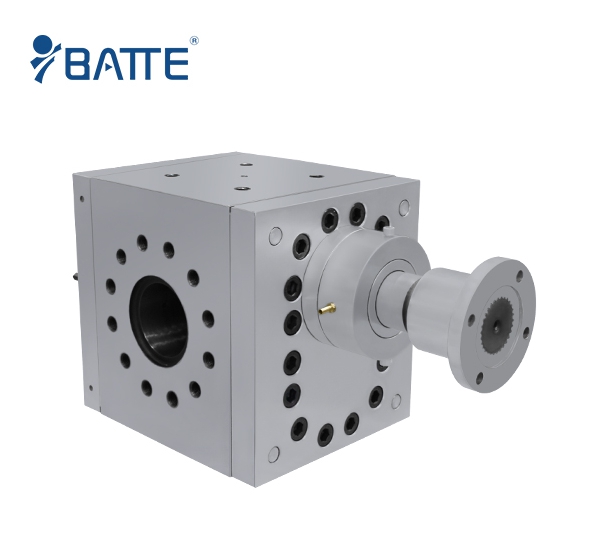
郑州巴特熔喷计量泵的组装工序
作者:郑州巴特熔体泵有限公司 时间:2021-09-17 09:15:24
内专业熔喷计量泵生产企业,提供熔喷计量泵型号从10CC-200CC不等,可以满足熔喷布宽度从600mm到3200mm。针对熔喷计量泵组装工序,具体可以分为下面六个步骤。
1、使用三氯乙烷或氯乙烯熔剂,清洗熔喷计量泵所有要装配的零部件。
2、在组装过程中,要经常用手转动齿轮,以确认它们可自由旋转。熔喷计量泵组装过程中,任何时候出现卡死现象,都要在进行下一步前,找出原因,将其解决。任何微小的划痕、毛刺或外部杂物,都可能引起重要部件的损坏。在装配过程中,绝不能强力组装;如果转配正确,所有部件都会很容易的装入泵内,轴的转动也会很灵活。
3、在装配时,应使用软口台钳夹持熔喷计量泵的泵体。
4、安装螺栓前,用DAG154或相似的耐高温润滑脂涂抹螺纹部分,按对角线的方式拧紧端盖板上的螺栓,首先用所建议扭矩值达到1/4将其拧紧,然后1/2,再然后3/4,zui后用全部力矩将其螺栓拧紧。
5、将密封腔装到轴上,不要拧紧密封腔上的螺栓,应使其略为松动,这将使密封对中。
6、将密封盖板装到轴上,将盖板的螺栓孔与密封组件上的螺栓对准,装上螺栓,以对角线的方式均匀的将其拧紧,封件被平稳的压入密封腔内,当盖板全面接触到密封组件上时,将盖板取下,拧紧密封组件的螺栓,并将其拧紧。
郑州巴特在过去数十年里,为橡塑、化纤、无纺布、化工等行业提供一整套熔体增压、计量解决方案。郑州巴特业提供了大批定制化熔喷计量泵设备,具有无脉动、计量精准、寿命长等优势。熔喷计量泵厂家24小时服务热线:0371-67993077
上一篇:热熔胶熔体齿轮泵|热熔胶熔体计量泵
下一篇:熔体齿轮泵的理论排量和瞬时流量